pp风管的模具成型温度及塑料加工方法
 来源:山东本蓝环保设备科技有限公司
发布日期:2021-09-10 15:16
来源:山东本蓝环保设备科技有限公司
发布日期:2021-09-10 15:16
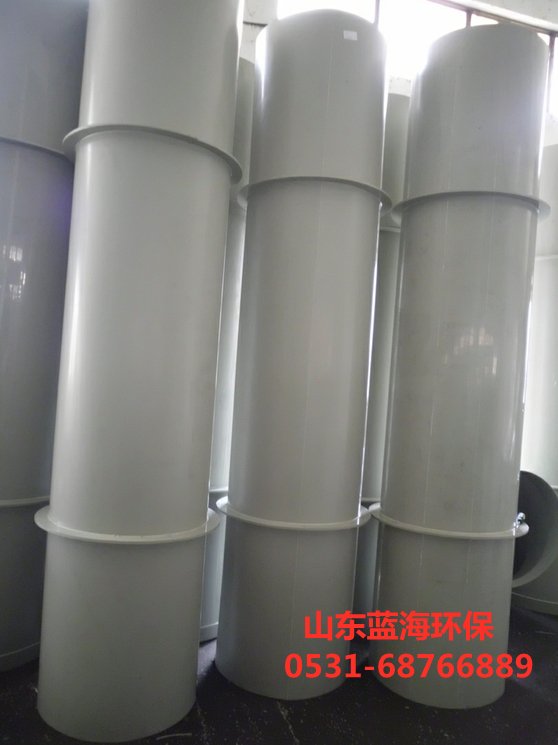
pp风管的模具成型温度及塑料加工方法
将pp风管的塑性加工与金属板的塑性加工相比较,在变形性能和***性上有许多相似之处。但管材的中空截面是造成这些差异的原因,尤其是PP风管在曲折加工时,为了防止工艺方法的缺陷、需要处理的工艺难点、工装布局的规划、工艺参数的选择以及产品质量。曲折变形区外侧壁、膨胀变形区管壁、扩口折叠变形区管壁的壁厚均较薄。
减薄多的零件是***变形零件,过薄会导致分割。从变形力学的角度来看,由于拉伸应力的作用,变形区域会失去工厂的承载能力,因此是塑性拉伸失稳问题,而这种质量缺陷发生在伸长系统的成形过程中。PP风管外表面有条纹或划痕,成型模具中的模具外表面有划痕或挂料。模具的工作表面应抛光以去除残留材料。PP风管具有***异的耐化学腐蚀性、耐磨性、******的***缘性和耐高温性,工作温度可达100℃。
壁厚像锯齿形变形区的内侧壁和颈缩(直径)变形区的管壁一样增加。当变形程度过***时,管壁失去稳定性。因此,失稳只能通过拉应力效应出现,收缩应力效应中也存在塑性失稳,这种质量缺陷发生在收缩成形过程中。如果在管道的蛇形加工中不采用填充材料或放置芯轴等必要的方法,蛇形的横截面、尺寸和***小将会变形。当管道被模具堵塞时,由于手术刀对管壁的压力,堵塞面会塌陷,变成非圆形。
选择合理的工艺方法,选择必要的工艺方法非常重要。消除或******减少质量缺陷,满足管道的使用要求,是管道塑性加工的技术关键。PP风管周向截面壁厚尺寸存在较***误差,模具和芯轴安装在成型模具后同心度精度差,使两部分之间的熔体流动通道间隙不均匀。两个零件的同心度精度应该调整。PP风管经过一段时间的挤压生产,周向截面壁厚尺寸误差超出公差范围,这是因为调整模具与芯轴间隙的调整螺钉松动,所以要注意调整螺钉的紧固。
上一篇:铺设聚丙烯PP管前的防冻措施
下一篇:pp管配件之三角pp焊条焊接方式